1、在日常使用大口径截止阀的用户中,大家常常反映一个问题,即大口径截止阀用于压差比较大的介质上,如蒸汽、高压水等带压工作时,往往很难关闭,无论怎样用力关闭,总是发现会有泄漏现象,很难关紧,造成这一个问题的原因是由阀门的结构设计与人的极限水平输出力矩不足而造成的。
一般成人的水平极限输出力为60-90kg,视不同体质而言。
一般截止阀的流向设计为低进高出,当人对阀门进行关闭时,人体水平推动手轮转动,使阀瓣向下运动,实现关闭,这时需要克服三个方面的力的组合,即:
1) 轴向顶推力Fa;
2) 填料与阀杆磨擦力Fb;
3) 阀杆与阀瓣芯部接触摩擦力Fc
力矩总合为∑M=(Fa+Fb+Fc)R
可以看出口径越大,轴向顶推力也越大,当接近关闭状态时,轴向顶推力几乎接近管网实际压力(因关闭时P1-P2≈P1, P2=0)
如一个DN200mm的截止阀用于10kg/m2的蒸汽管上,其仅第一项关闭轴向顶推力
Fa=10×πr2=3140kg,而关闭所需的水平圆周力为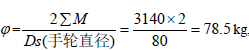 ,已接近正常人体所能输出水平圆周力的极限,所以由一个人在这种工况下完全关闭此阀是非常困难的。当然有的工厂建议将这类阀门反向安装,解决了难以关闭的问题,但又出现了关闭后难以打开的问题。
,已接近正常人体所能输出水平圆周力的极限,所以由一个人在这种工况下完全关闭此阀是非常困难的。当然有的工厂建议将这类阀门反向安装,解决了难以关闭的问题,但又出现了关闭后难以打开的问题。
2、一般大管径管线开启时,都需要对管线进行预热,而预热过程一般要求很小流量蒸汽通过,使管线缓慢均匀加热到一定程度后,才能完全开启截止阀,避免造成管线急速升温而产生过度膨胀,损坏部分连接部位。但在这过程中,阀门开度往往非常小,从而造成冲蚀率远远大于正常使用效果,严重降低阀门密封面的使用寿命。
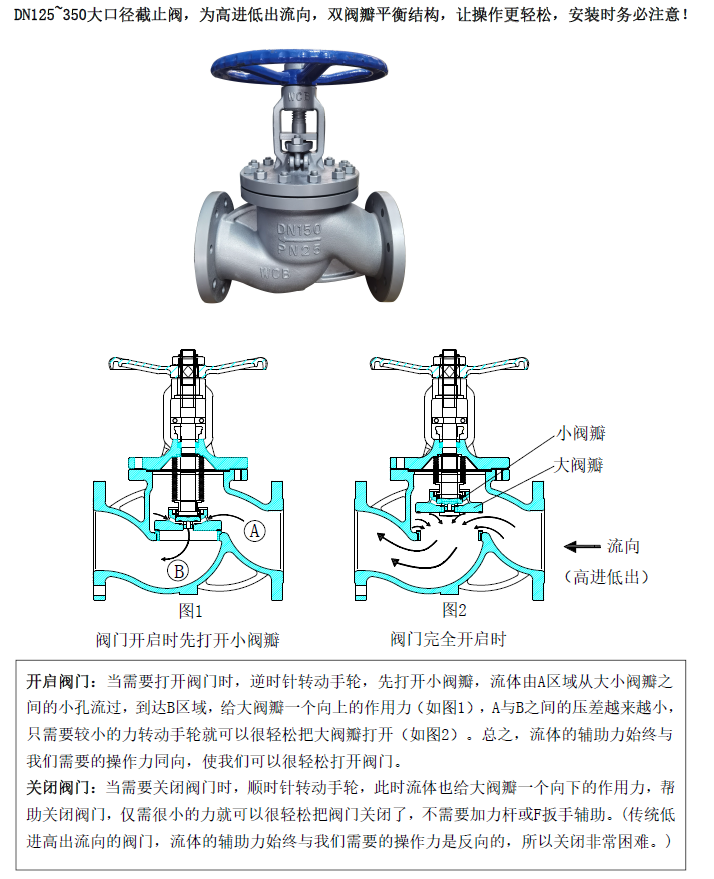
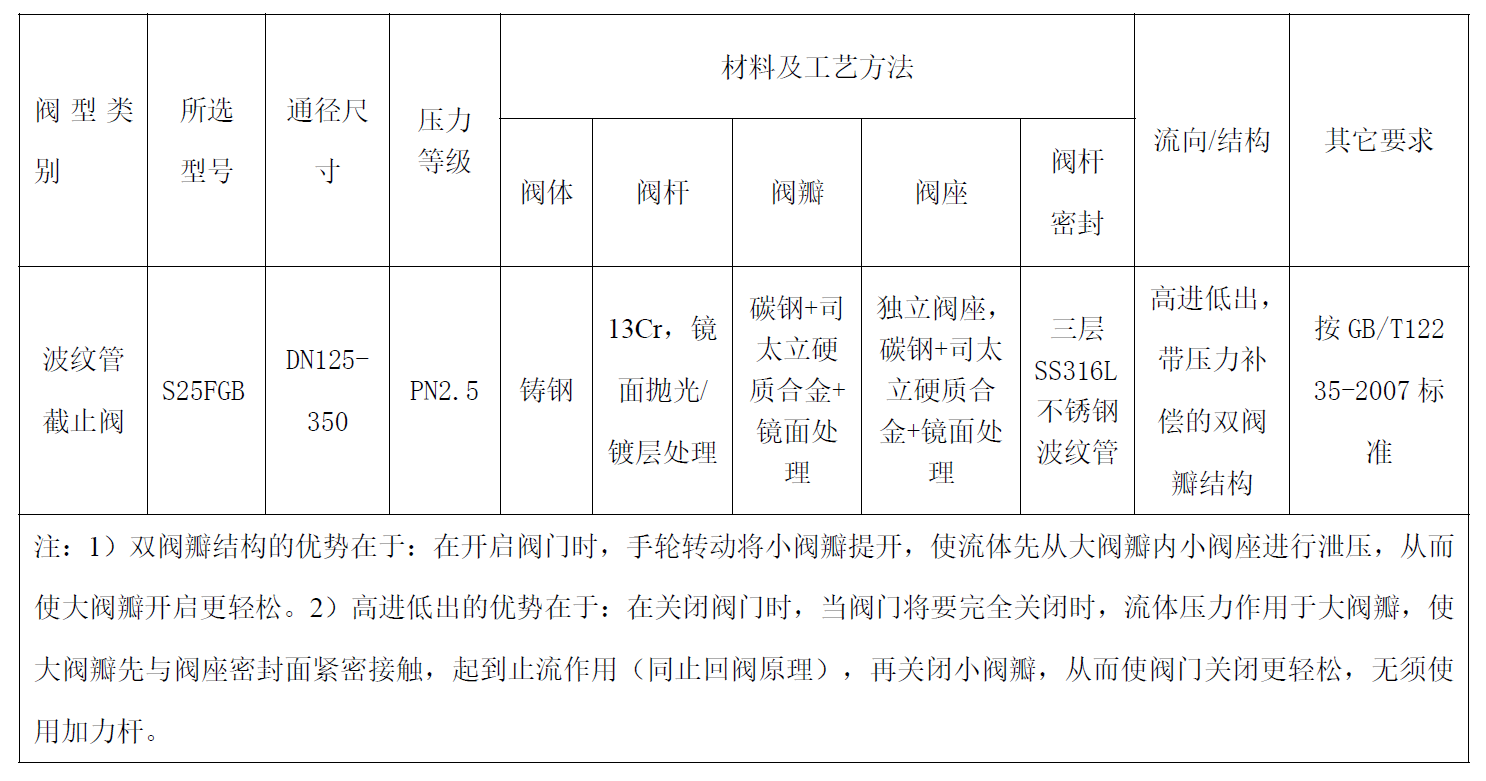
针对上述问题,维远公司设计开发出了带平衡阀瓣的双向压力补偿结构的双阀瓣结构,彻底的解决上述问题,实现了双向操作都极为轻便,且密封极其严密,先小阀后主阀依次开启,对于新开启管线缓慢均匀预热,避免管线过度膨胀,并对阀门主密封面起到保护作用。不因小开度而造成过度冲蚀,影响使用寿命及密封效果。彻底解决了开机时管线预热过快造成焊接或弯管部位变形及拉裂等现象的发生。详见下图S25FGB DN125-350。