一、食品杀菌方法
食品杀菌方法可分为热杀菌和冷杀菌,因冷杀菌技术不太成熟,目前食品行业仍然以热杀菌为主,热杀菌又分为包装食品和未包装食品两类方式,这一章主要介绍包装食品的杀菌。
典型的包装食品包括罐头、瓶装饮料和啤酒等,杀菌设备分为间歇式和连续式两大类,其中间歇式以杀菌锅或杀菌釜最为常见。下面我们以卧式杀菌锅为例来说明。
二、杀菌工艺和设备说明
1、卧式杀菌锅大多属于高压杀菌,适用于袋装食品、罐装食品、肉制品、饮料、豆奶、杏仁露、花生奶、椰子奶、芦笋、蘑菇、火腿肠、蛋品、豆干、休闲食品等食品的杀菌工作。设计压力0.4MPa,工作压力0.15MPa;设计温度145℃。工作温度123℃
其操作过程一般包括:装锅密封、排气升温、恒温杀菌、反压冷却、开锅出罐。

A、升温阶段:同时将排气阀和泄汽阀打开,并将蒸汽管截止阀打开,对锅内进行加热升温,一般升温和排气时间大约为10-25Min。
B、杀菌阶段:当锅内温度达到要求的杀菌温度,就关闭排气阀,泄汽阀继续打开,使锅内的加热蒸汽部分外泄,以促进加热蒸汽在锅内流动,使锅内各部分温度均匀一致。杀菌温度由气动控制阀来自动控制,并记录杀菌温度和时间。对于易拉罐类产品,为避免罐头两端因受热膨胀变形,需要使用压缩空气增加锅内压力,进行反压控制。
C、冷却阶段:关闭蒸汽阀门停止供汽,打开压缩空气进气管,使锅内压力稍高于杀菌压力,再打开回水阀阀门,用冷却水对锅内进行喷淋冷却,防止因锅内蒸汽冷凝收缩产生真空负压,引起胀罐、爆罐等废品。等温度进一步降低后,可同时打开锅体顶部和底部的进水管和溢流管,让冷却水循环,达到均匀冷却的效果。
D、结束阶段:当锅内中心温度降到45℃以下,即可关闭水阀,打开锅盖,进行卸罐。
2、对于玻璃瓶或软包装产品,则不宜使用蒸汽直接进行杀菌,应该在罐内注满水,先用蒸汽加热水,让产品在热水中进行杀菌。如下面的浸水式和淋水式杀菌机。
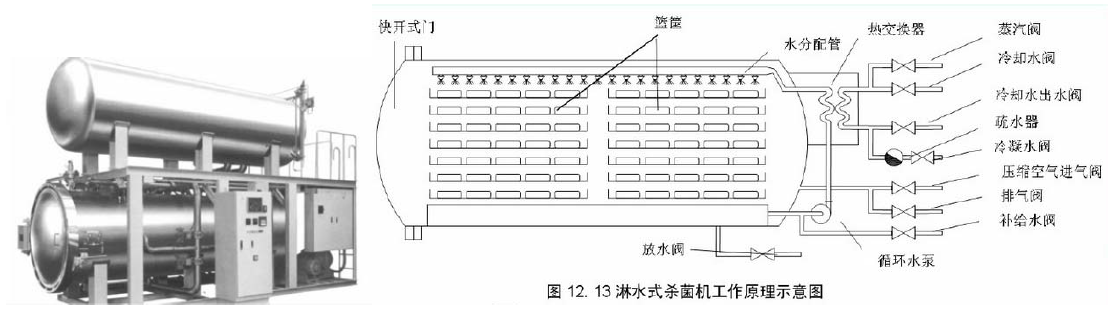
由于采用了高速喷淋对产品进行加热、杀菌和冷却,温度分布更均匀,提高了杀菌效果,改善了产品质量;
温度与压力都是单独控制,因此控制更容易更准确;水消耗量更少了。
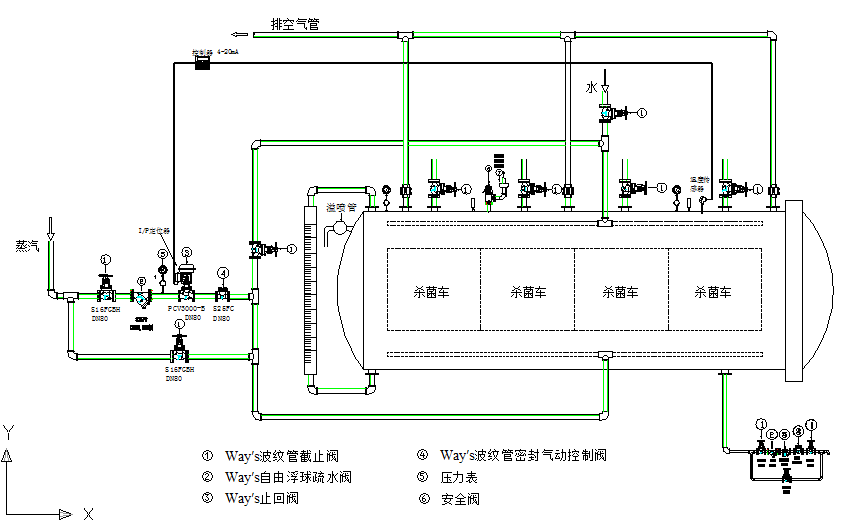
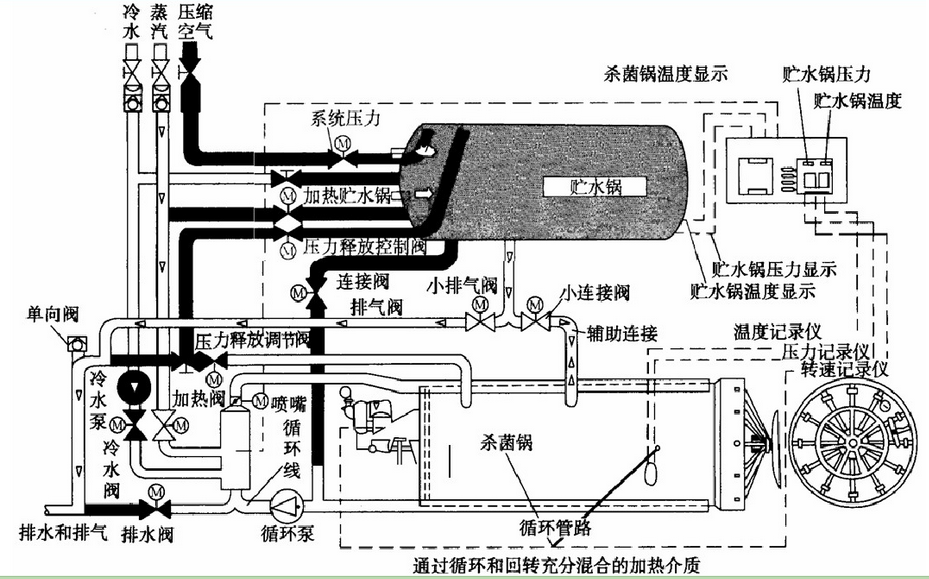
3、对于袋装食品、大听罐头、螺旋盖玻璃罐、铝制罐及易开罐等产品,应该选用回转式杀菌机,因为这种杀菌设备的贮水锅内压力是自动控制的,压力非常稳定,可防止产品包装容器变形或破损;另外还可以缩短杀菌周期,提高产能,且节能。尤其是肉类产品、高粘度、半流体和热敏性食品,因杀菌篮的回转,避免了食品与罐壁粘结的问题。下图为淋水回转式杀菌机流程图:(一般采用6-8barg的蒸汽直接喷射加热,杀菌温度150℃)
三、阀门在杀菌锅系统中的应用及常见问题
从上述工艺和图中可以看出,整个杀菌过程中,温度和压力的控制是非常非常重要且严苛的,需要使用到以下阀门:
1、首先,蒸汽进来时要先用减压阀把压力降下来且稳定住,建议选用way’s先导式蒸汽减压阀,不管来汽压力怎么波动,都能确保下游压力稳定。
2、然后,要对杀菌温度和杀菌时间实现精确控制,建议选用way’s波纹管密封气动控制阀,具有以下优点:
A、 阀杆为波纹管密封结构,零泄漏;一旦到了设定的参数,阀门可以立即实现切断动作,关闭阀门。若使用传统填料密封控制阀,一旦到了设定的参数,首先需要克服填料对阀杆的摩擦阻力才能关闭阀门,时间上滞后一点,也就意味着控制偏差增大了,温差很难控制到±0.5℃,但是波纹管密封的就可以做到。
B、 密封面堆焊了司太立合金,且阀门关闭时为平面密封,耐冲蚀性能优秀,长期使用也不容易泄漏,因此长期使用后控制精度还是很高,而其他线密封结构的控制阀就很难做到这一点。
3、因为在不同阶段,需要调节锅内压力,根据压力情况切换蒸汽、水或空气等介质,因此也需要在水管和空气管上使用气动控制阀或切断阀。传统设计管路上使用气动角座阀或气动球阀比较多,但是角座阀结构简单,密封面采用软密封,寿命相对较短,若空间条件允许,建议使用way’s气动波纹管截止阀替代角座阀,我们利用角行程气缸作为执行机构,确保了该阀既有截止阀的密封性能,又有角座阀的快速开关切断性能,而且波纹管密封结构,可确保阀门零泄漏,寿命至少是角座阀的几倍。对于大口径管道建议薄膜式气动切断阀,是单作用型式,气源故障时阀门自动关闭,所需的气源压力较低,3Barg以下即可。

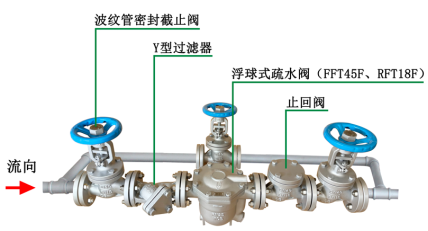
4、对于利用换热器间接加热的淋水式杀菌机,则建议选用way’s浮球式疏水阀,一般选用FFT45F,DN40的规格即可,这款疏水阀可以连续及时排放冷凝水,确保没有积水,不会产生水锤震动等问题,确保高效节能。