啤酒厂酿造车间需要用到蒸汽的设备主要包括:糊化锅,糖化锅,煮沸锅,CIP系统的板换,过滤机和其他热水罐的加热器,因为设备是轮流用汽,所以蒸汽消耗量变化很大,频繁的在1~20t/h之间快速变换,汽源主要是自有锅炉或热电厂供汽,来汽压力大多在8~12barg,要求减压并稳压在3~4barg,因此,对于蒸汽减压站的设计提出了很高的要求。
我们举例说明传统减压站常见问题:
工况:来汽管道DN200,直接选用一个与管道同径的DN200自力式减压阀或普通的活塞减压阀。
问题1:没有根据前后压力和流量严格选型,一般来说,减压阀口径都比管径至少小一级,导致选型过大,压力不稳;
问题2:自力式减压阀属于直接作用式结构,反应速度慢,上游压力变化时,下游会同步产生波动,不稳定;
问题3:下游设备停机、上游压力突然升高时,减压阀无法快速响应关小,致使蒸汽流量没有及时减少,最终导致下游超压,安全阀起跳。
问题4:下游糖化锅和煮沸锅保温时,或者三个锅都停止加热,只有CIP板换或热水罐在使用时,蒸汽流量可能仅需1t/h,这时减压阀的开度很小,而且需要频繁的动作,以调整压力,所以减压阀此时是很不稳定的,压力频繁波动,也会造成超压、安全阀起跳的问题;
问题5:如果是普通的活塞式减压阀,里面虽然也算先导式,但仅仅是极其简易的先导结构,想要得到稳定的压力非常困难,大部分的产品同样都存在压力波动和超压的问题。
针对以上问题,我们有三种解决方案,经很多客户长期使用后,反馈都是非常满意的,压力很稳定。
解决方案一,采用两个DN100的先导式减压阀并联(并联减压站) :
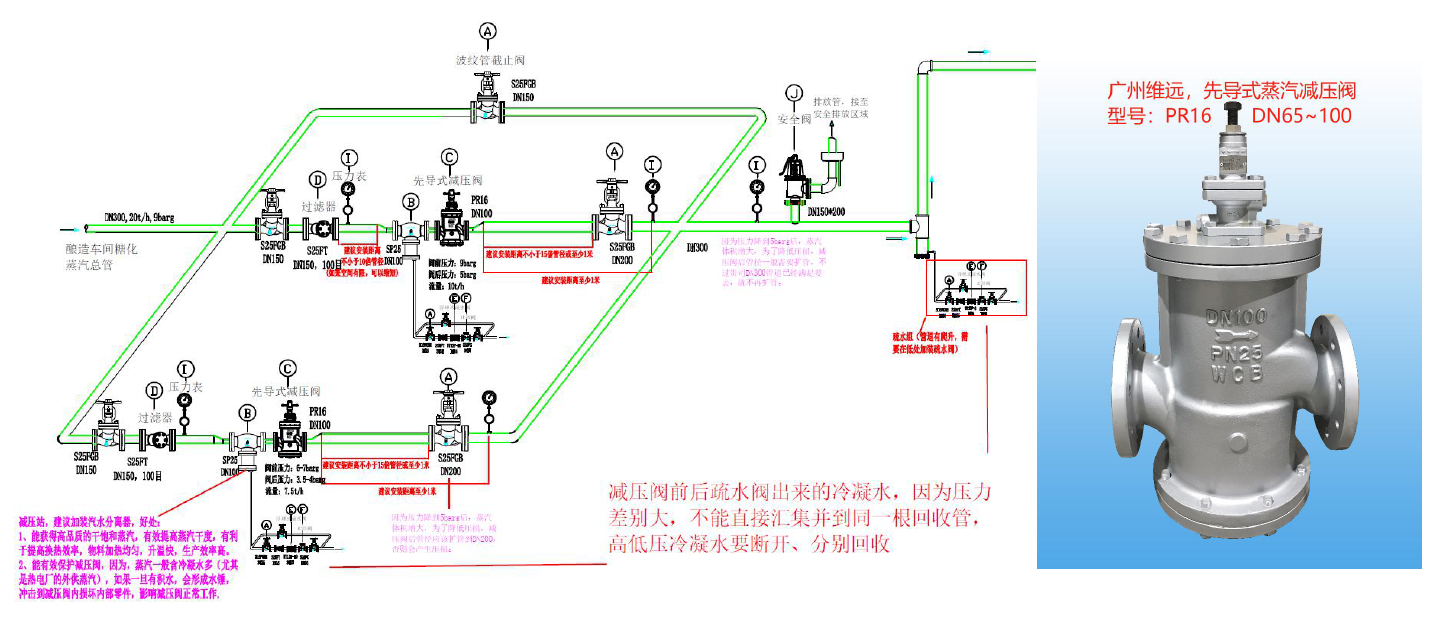
选用并联减压站的好处:
当使用流量少时(只使用其中一个锅或者只用板换),只会打开其中1个减压阀,当使用流量增大时(打开2个锅或更多),另一个减压阀会自动打开,以满足大流量生产需求。这种并联方案的最大好处就是,减压后的压力非常稳定、没有波动,且减压阀使用寿命更长。
如果不并联,则需要选用1个DN150减压阀,但是这个会存在一个问题,当车间的设备不是同时使用,实际流量比较少的时候(比如只开1个加热罐,流量只有1t/h),这时DN150减压阀就显得过大,而减压阀选型过大,会导致减压阀后的压力稳定性降低,有波动,使用寿命也会缩短(因为减压阀经常在比较小的开度范围内使用,阀杆频繁上下动作,蒸汽流速大增,对密封面的冲蚀相应大增,长期冲蚀使得密封面被破坏,泄漏量增大,进而造成压力不稳,阀门寿命缩短)。
解决方案二,采用两个DN100的波纹管密封气动控制阀并联,分程控制(气动并联减压站):

设置方法如下:
利用压力传感器探测到下游压力送到压力控制器,从控制器分出两路信号,分别送给两台DN100的气动控制阀,其中一台设置为4-12mA,阀门从全关到全开,当使用流量少时,只会打开这1台控制阀使用.另一台关闭的;另一台设置为12-20mA,阀门从全关到全开,当使用流量大时,这台控制阀就会自动打开,此时两台同时使用。
这个分程控制的最大好处是,可调比增大了一倍,即100:1(正常一个阀是50:1),可以很好的适应流量变化范围很大且变化快的场合,而且控制精度也很高,压力很稳定,没有振荡,使用寿命也很长。
解决方案三,采用一个DN150的大口径波纹管密封气动控制阀: 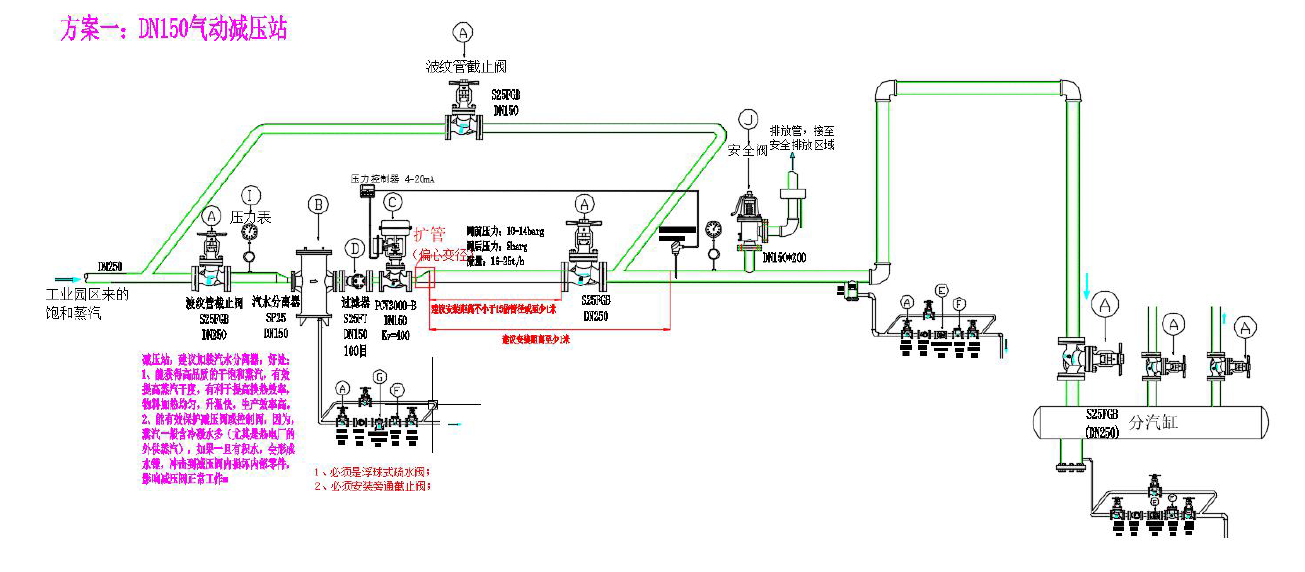
这个方案的问题就是,当使用流量很小时,控制阀开度很小,控制精度会有所下降,使用寿命相对会缩短一些,而且很小开度时,会有噪音。这方案虽然比前面两个方案要逊色一些,但依然有很多客户愿意选用,主要是因为管道简洁,成本低,而且选用我们维远way’s波纹管密封的气动控制阀,可以大幅弥补控制精度,使用寿命还是比大多数品牌要更很多,性价比就显得很高了。
接着我们来探讨酿造车间疏水阀系统,最常见的问题是:堵水、水锤震动噪音、泄漏!
问题1,堵水:主要是因为三大锅前的蒸汽压力本身比较低,进汽3-4barg,经过气动控制阀(控制物料温度)后,开度时常变化,当开度较小甚至关闭时,疏水阀前压力很低甚至微负压,而疏水阀后面回收管大多有爬高,且离回收罐的距离比较远,计算出来疏水阀后背压至少为1barg,偶尔实际现场甚至高达3-4Barg,这样,冷凝水肯定是无法通过疏水阀排放的,出现堵水,物料温度下降,升温时间延长,前端控制阀开始振荡,温度开始变得不稳定,并且高温冷凝水对盘管的腐蚀加剧;
堵水还有一种可能的原因,就是因为这三大锅一般采用的是列管换热器,如果列管设计不是特别合理,有可能容易出现“蒸汽绑”现象,一股水一股汽的排,进而导致堵水。
问题2,水锤:堵水造成冷凝水积存在加热盘管内,物料温度下降到设定温度以下,这时气动控制阀随即打开,过来的蒸汽压力传导给积存在盘管中的水,高速流动撞击,导致严重的水锤震动和噪音;另一方面,水锤也可以是从冷凝水回收管逆流到疏水阀而造成的。 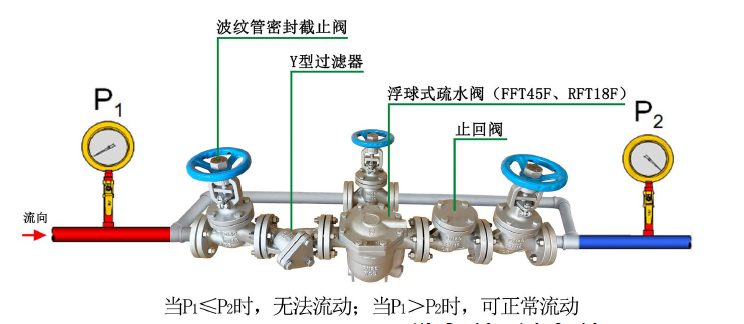
问题3,泄漏:这主要是疏水阀的品质问题。
针对上述问题,我们来分析原因,并提出如下解决办法:
解决方案一,糊化锅:
糊化锅体积相对比较小一点,很多是30M³,但是温差大,大约45分钟内需要加热到100℃,蒸汽耗量约等于4~5t/h,大多是2组加热盘管+1组底部夹套的加热方式,2组加热管选用维远way’s超大排量杠杆浮球式疏水阀LFT45F型号并联,自带破蒸汽绑装置;底部选用一组FFT45F-5自由浮球式疏水阀最合适,只要有正向压差,就可以确保冷凝水顺畅排走,如果因为控制阀选型不合理或其他原因,造成控制阀经常关闭,导致失流,则需要选用专业的疏水泵。

解决方案二,糖化锅:
糖化锅体积会大一点,很多是40-45M³,但是温差小,只需要升温到62-75℃就休止保温,蒸汽耗量约等于1.5~2t/h,大多是1组加热盘管+1组底部夹套的加热方式,均选用维远way’s自由浮球疏水阀FFT45F-5型号即可。
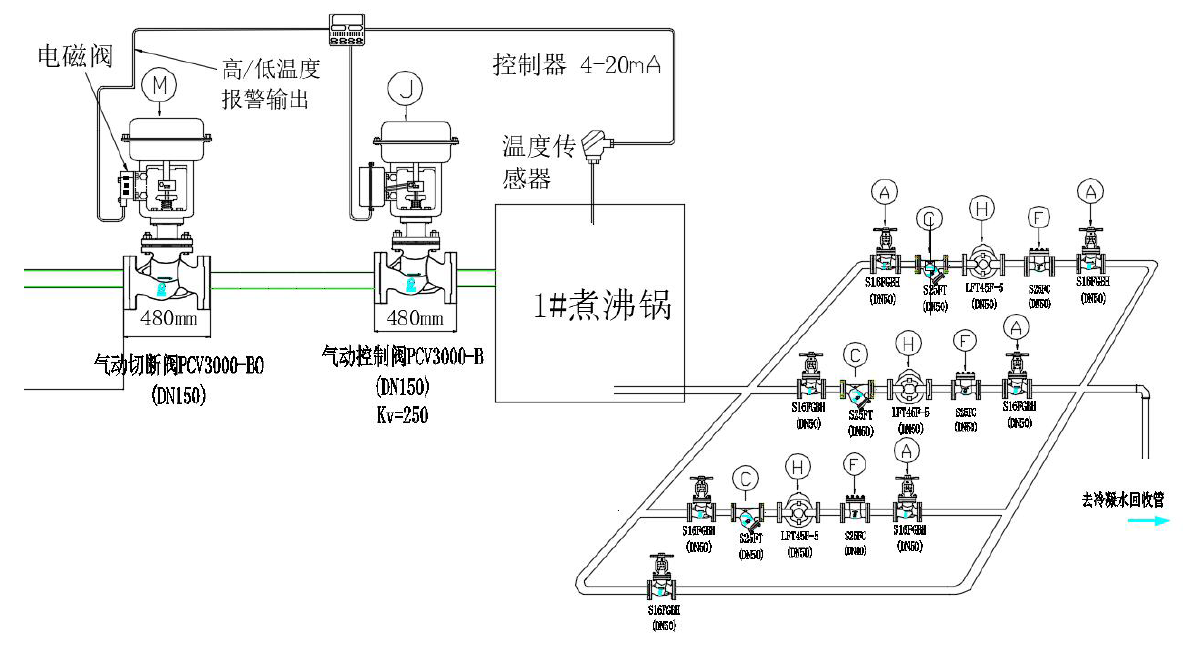
解决方案三,煮沸锅:
煮沸锅体积最大,很多是60-80M³,煮沸温度大约105-108℃,蒸汽耗量最大,约等于7~8t/h,大多是3组加热盘管+1组底部夹套的加热方式,3组加热管选用维远way’s超大排量杠杆浮球式疏水阀LFT45F型号并联,自带破蒸汽绑装置;底部选用一组FFT45F-5自由浮球式疏水阀。因为需要保证煮沸强度,不能太猛,也不能太温和,因为需要保证控制阀能很精准的控制温度,准确实现过程控制,保温时不能过热,还需要保证疏水阀很顺畅的及时排水,不能泄漏蒸汽,这样才能达到系统的平衡。
解决方案四,CIP板换加热:
CIP系统板换,属于典型的间歇性生产,要求快速升温,又要能应对有时加热管漏液腐蚀的问题,因此,有些客户希望能选用全不锈钢材质的浮球式疏水阀,维远way’s品牌对应的型号有:FFT45FU-5(DN40-50)或RFT18FU-5(DN32-40)。 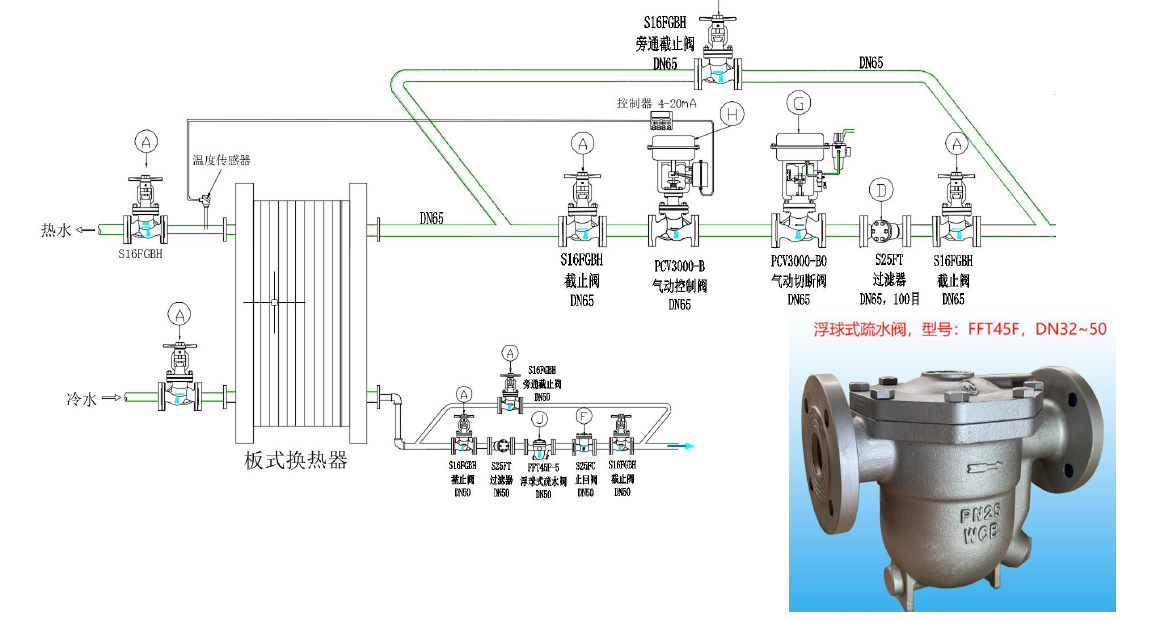
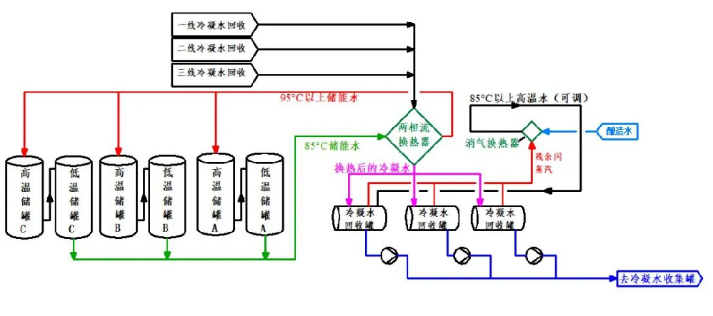
解决方案五,冷凝水回收:
考虑到节能降耗,现在每家啤酒厂都非常重视酿造车间的冷凝水回收和二次利用,多余的还可以送到包装车间去,给洗瓶机和杀菌机使用,这一块暂不讨论,下图供参考!